What are the potential applications for next-generation industrial vision sensors?
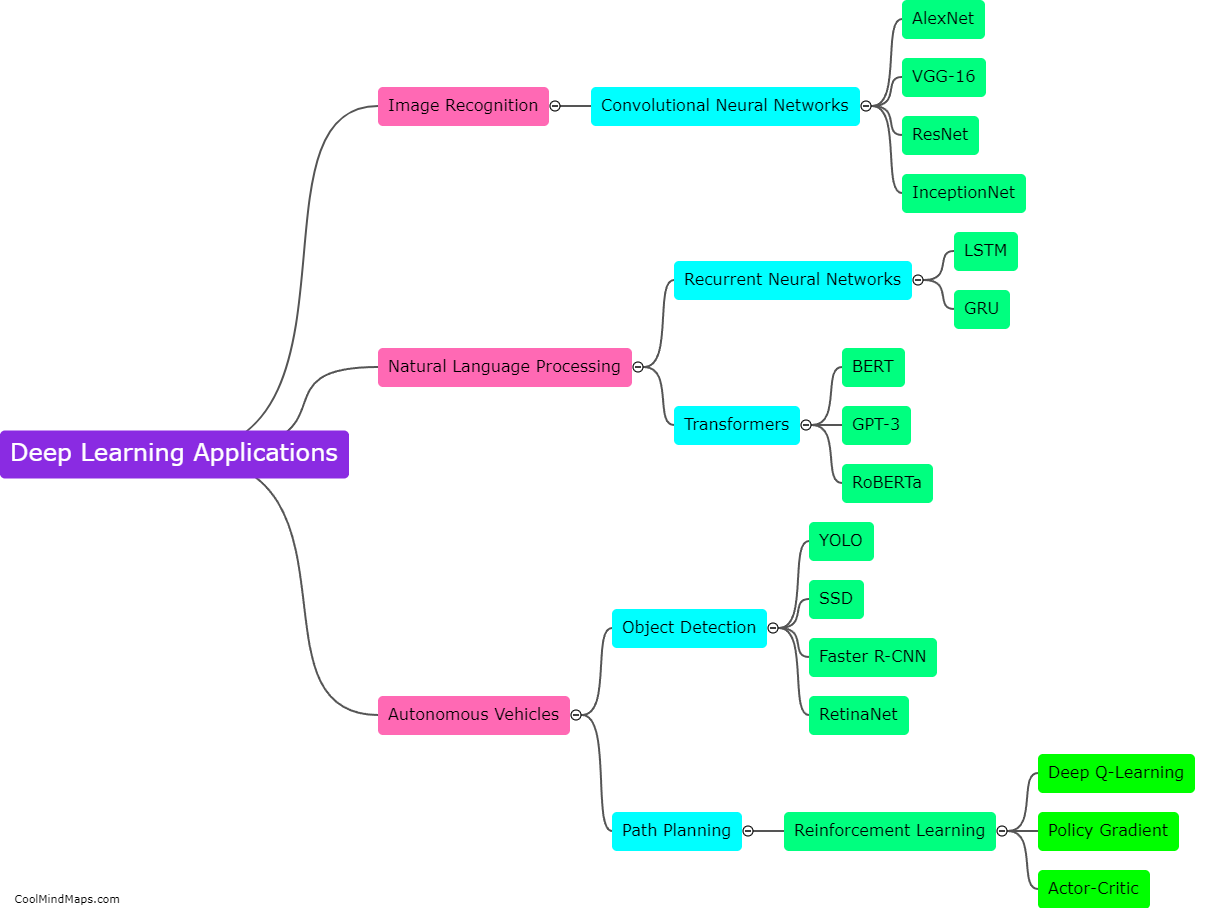
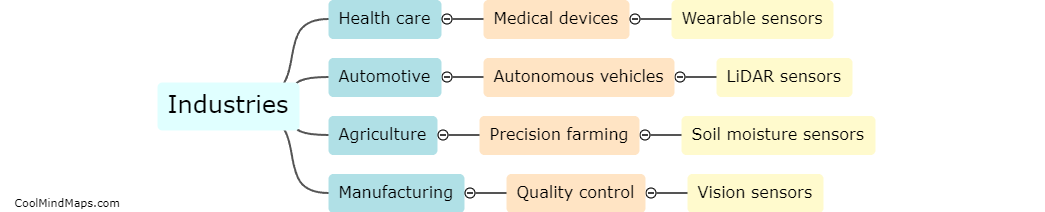
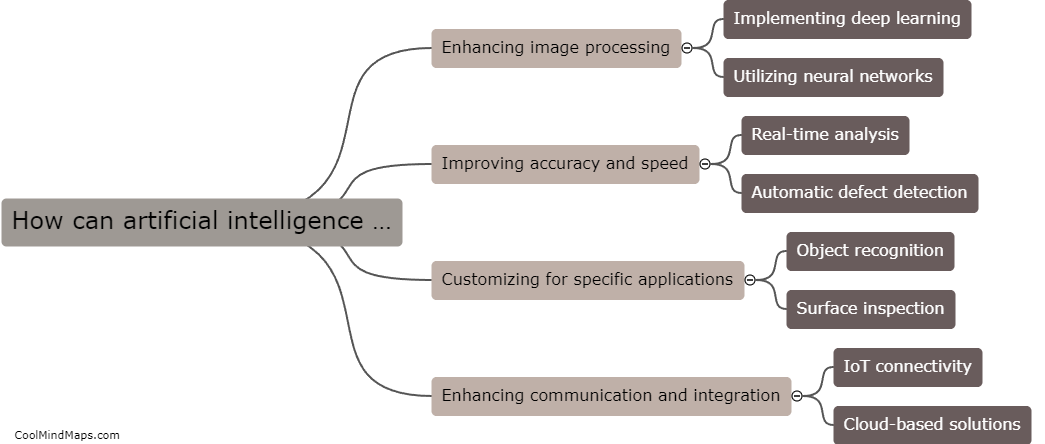
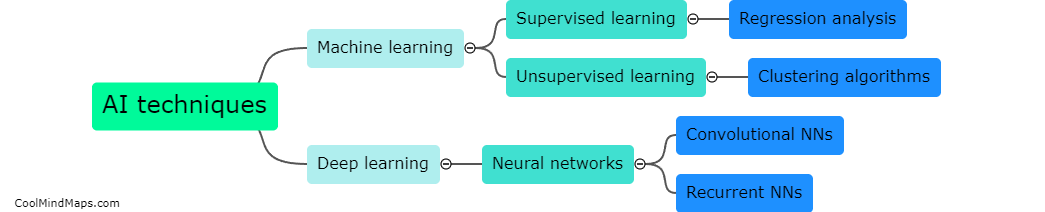
Next-generation industrial vision sensors have the potential to revolutionize various industries by offering advanced capabilities such as real-time monitoring, defect detection, quality control, and automation of manufacturing processes. With their high-speed processing and high-resolution imaging, these sensors can improve productivity, accuracy, and efficiency in industries like automotive, electronics, food and beverage, pharmaceuticals, and more. They can be used for tasks such as product inspection, robotic guidance, barcode reading, sorting, and packaging. The applications for next-generation industrial vision sensors are vast and continue to expand as technology advances.

This mind map was published on 13 May 2024 and has been viewed 72 times.